
立焊是焊接垂直平面上垂直方向的焊缝。由于在重力的作用下,焊条熔化所形成的焊滴和熔池中熔化的金属要下淌,使焊缝成形困难,不如平焊美观,对初学者立焊比平焊操作有一定难度。
立焊应注意的问题
1.焊条直径和电流强度应比平焊小 立焊时选的电流强度可比平焊小10%-15%,以避免过多的熔化金属下淌;其次,应采用短弧焊接法,避免电弧过长造成熔滴下淌及严重飞溅。
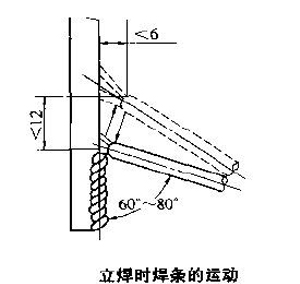
2.焊条的运动在立焊过程中眼睛和手要协调配合,采用长短电弧交替起落焊接法。当电弧向七抬高时,电弧自然拉长些,但不应超过6mm;电弧自然下降在接近冷却的熔池边缘时,瞬间恢复短弧。电弧纵向移动的速度应根据电流大小及熔池冷却情况而定,其上下移动的间距一般不超过12mm。焊条与焊缝中心线夹角应保持在60°-80°,并保持焊条左右方向的夹角相等。焊条的运条手法要根据焊缝的熔宽来决定。
3.焊工的操作姿势 立焊的操作姿势根据焊缝与焊工距离的不同,一般采用胳臂有依托和无依托两种姿势。如图所示,有依托即胳臂大臂轻轻地贴在上体的肋部或大腿、膝盖部位,随着焊条的熔化和缩短,胳臂自然地前伸,起到调节作用。用有依托的焊接姿势,比较牢靠、省力。无依托即把胳臂半伸开或全伸开,悬空操作,需要通过胳臂的伸缩来调节焊条的位置。胳臂活动范围大,操作难度也较大。


